Conveyor Units is globally recognised for the robust and modular design of their conveyor systems, which are built for durability and exceptional performance in demanding environments. Their products are designed to provide long-lasting reliability, making them a trusted choice for industries seeking cost-effective and high-quality material handling solutions.
The modular design of Conveyor Units’ systems allows for high configurability, enabling easy customisation to meet specific customer needs. This flexibility reduces both time and cost in delivering solutions, ensuring quicker setups and seamless integration. The ability to adapt and expand systems as requirements evolve adds significant value, especially in fast-paced operations.
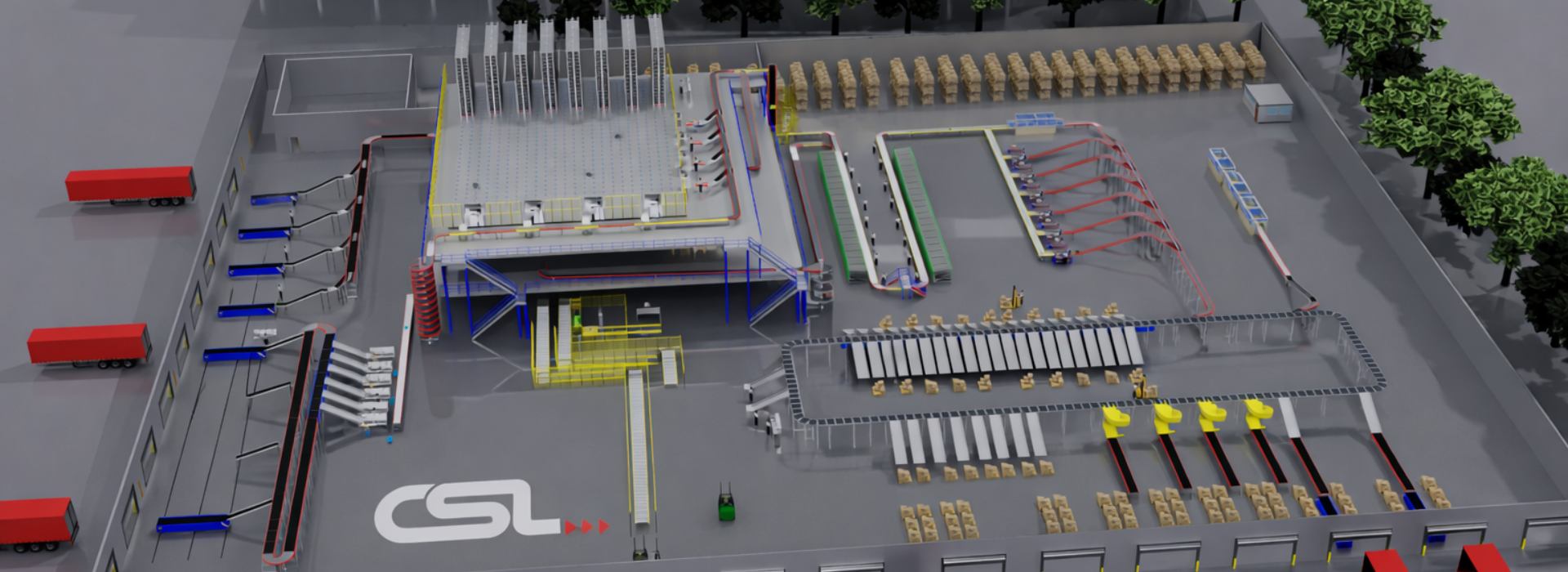
By streamlining materials flow, Conveyor Units’ solutions improve efficiency and minimise disruptions, helping businesses optimise their operations while maintaining smooth and cost-effective material handling processes.